










































Hot Articles
-
How Much Force Does a Hydraulic Press Exert?
Hydraulic presses are indispensable tools in manufacturing environments. From forming metal to crushing cars, hydraulic presses use pistons that gen……
-
How Much Force in Hydraulic Press
Hydraulic presses are powerful machines designed for metal forming, providing high downward force that can flatten steel sheets, form metal into par……
-
How Much Pressure Should a Hydraulic Press Have?
Hydraulic presses are machines capable of creating large amounts of force, making them useful tools in industrial settings, such as for forming meta……
-
How to Make Hydraulic Press Substitute
Hydraulic presses are powerful machines capable of exerting great amounts of force. Used for cutting, forming, drawing, punching and coining metal p……
-
How Much Pressure Does a Hydraulic Press Have?
Hydraulic presses play an integral part of many production and manufacturing processes, such as deep drawing, shell reductions, urethane bulbing, ……
-
How to Make a Small Electric Hydraulic Press
Hydraulic presses are machines that utilize static pressure to shape and form various types of metals. This process is used in various manufacturi……
-
How to Make a Hydraulic Press at Home
A hydraulic press employs fluid pressure generated by a motor to exert force upon a cylinder at a set force, using Pascal’s Law–where ……
-
How to Make a Hydraulic Press for Jewelry
Hydraulic presses play an essential part in many industrial manufacturing and production processes. Used for shaping metal components to exacting ……
How to Make a Hydraulic Forging Press Dies
time:2023-11-28 views:(点击 770 次)Forging presses provide an efficient and rapid method for shaping metal pieces. These presses are typically employed for producing welded blanks and complex shapes which cannot be produced using shears or mallets alone.
It is vital that when making a hydraulic forging press, die contact surfaces are aligned properly in order to reduce force required and extend die life.
Materials
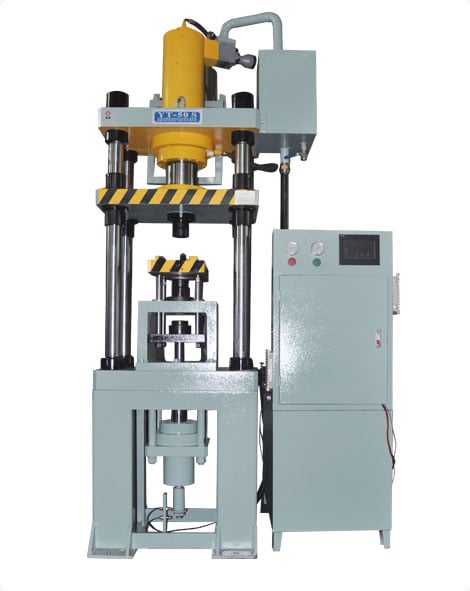
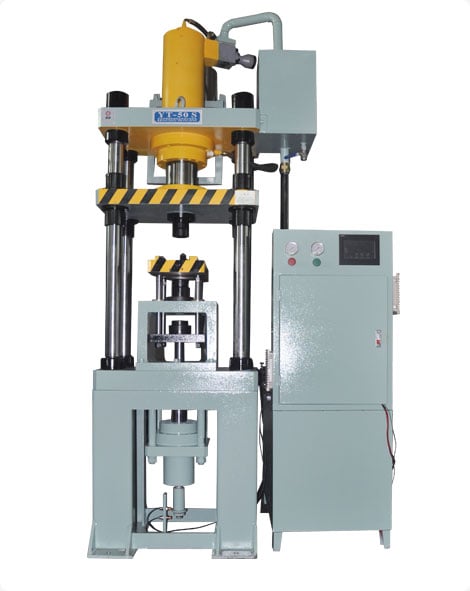
Hydraulic forging presses are large machines equipped with mechanical rams that compress dies together to produce parts with superior strength, lightness and durability than those created using other processes. Manufacturers utilize forging presses for producing parts for cars, motorcycles and aircraft as well as industrial machinery.
The forging press consists of a steel frame fitted with a hydraulic ram that exerts tremendous pressure to push one die against another. To control how much pressure is being applied to each die, safety door, limit switch and manual control valve are included on this machine to manage pressure applications.
Forging is an economical manufacturing process that saves raw material, labor and time. A forging press can produce complex metal shapes at up to 50 parts per minute; its advantages include lower machining costs, greater strength and quality, tighter tolerances and sharp corners, as well as improved response to heat treatment.
Hydraulic forging presses come in various sizes and configurations to accommodate various workpieces. The force applied by the hydraulic ram can be tailored depending on the size and complexity of part being forge forged; trim presses, heads and upsetters are among various models of these forging presses available on the market.
T-bolts or strap clamps that hold forging dies use tapered wedges to create the required clamping forces. This type of clamping system offers repeatable hydraulic forces as well as security with its locking mechanical wedge. T-bolt and strap clamp forging presses are ideal for long production runs or applications involving frequent die changes, due to their simple setup process and high rates of die change-over.
Head and upsetting forging presses are used to produce elevated rims and flanges on workpieces by forging stock between two dies to reduce the cross section of metal stock. The flash forging method utilizes excess material left in gutters while fleshless forging uses all of the metal in its entirety within die cavities.
Design
Forging involves exerting immense pressure to form metal into various shapes. Hydraulic forging presses use pressurized fluid to control force applied to metal, providing more precision and less physical strain on workers. Constructing one of these hydraulic forging presses takes some time and knowledge, but the tools needed can be found readily at hardware stores or tool shops or purchased directly from metal fabrication businesses.
Forging presses consist of three primary components: frame, ram and hydraulic system. Their frames can be made out of cast iron or steel; their moving part - a ram which moves against the die - connects directly to its hydraulic system via an oil tank containing hydraulic fluid that controls forging processes; while its hydraulic pressure supplies all necessary pressure.
A forging press can be used in two distinct ways: open die forging and impression die forging. Open die forging is typically used by the automotive industry to manufacture components like gears and connecting rods, while being more cost effective than other forging processes while creating products with superior strength and durability.
Impressions die forging is often used by aerospace industries to fabricate components like flanges and hubs, offering greater accuracy at lower production costs than open die forging while producing complex shapes that would be difficult to create with other methods and providing quality assurance at every stage.
Both types of forging require a hydraulic forging press. No matter the type, all hydraulic forging presses possess four main components: a hydraulic cylinder, oil tank, manual control valve and pressure gauge. The hydraulic cylinder supplies unidirectional stroke force while holding in hydraulic fluid in its oil tank before applying pressure through pressing plate onto die.
As part of building a hydraulic forging press, selecting suitable materials should be your top priority. As forging requires immense amounts of pressure and durability in its machine construction - made out of steel or cast iron with at least 10,000-pound capacity capacity and featuring safety door and limit switch protection against potential damages to dies and rams - selecting suitable materials should be your top priority when creating one.
Equipment
Forging metal requires enormous force, so the only equipment capable of doing the job effectively is large equipment like forging presses. A forging press can produce up to 75,000 tons of pressure using water as its energy source to exert downward pressure onto a die. There are various sizes and types of forging presses on the market with differing capacities and capabilities, most commonly mechanical hydraulic presses which consist of main frame, power system and hydraulic ram.
First step of forging involves developing a 3-dimensional model or pattern of the part being made, followed by molding male and female dies to conform with this shape. Finally, these molds are placed inside a forging press with hydraulic pressure being applied so as to compact metal into its final forged form.
There are various kinds of forging presses that employ various techniques to deform metal and create complex shapes. One such technique is cold forging, which involves preheating metal before pressing it into a die. Cold forging has become the preferred way of forging because it reduces production costs, eliminates reheating needs and results in improved metallurgical properties. Hot forging processes may also be employed with higher-strength metals like tungsten, titanium and vanadium forging processes.
Cold and hot forging aren't the only types of forging processes available within a press, however. Upset forging is frequently used to reshape bars and tubes into complex shapes by applying pressure to one side and positioning between two dies while applying pressure in that direction, which will bend it.
Hammering, typically employed with low-strength metals such as cast iron and copper, involves striking the workpiece against a fixed die known as a header slide or punch, often called a punch die in an hammering press with both stationary and moving dies fitted with punch or ram punches that strike against it.
Safety
Forging is an extremely demanding process which uses extreme pressure to shape metal into its desired form. Hydraulic forging press dies produce this force by employing Pascal's Law; when one force pushes fluid across a larger volume of space to produce greater pressure. These presses are commonly used in the production of automobile parts, agricultural tools and equipment, oilfield equipment and military ordnance.
To create hydraulic forging press dies, start with a model of the form you wish to produce, such as wax, wood or plaster attached to a flat base. Next you will require an appropriate piece of metal cut precisely according to size which fits into a female forging press die - this should also be thick enough to withstand the immense pressure exerted upon it during forging process.
Your model of the form you're creating should be placed over a matrix die, which is typically composed of durable materials like Devcon plastic steel. The matrix die will serve as a template for when metal will be forwarded through it by means of upset forging. Lubricate this surface regularly in order to prevent metal sticking during forging process and prevent sticking at matrix die during upset forging process.
Once the matrix die has been secured in position, a hammer or punch will be used to strike it across the metal being formed. A ram then forces it into its new shape completing upset forging process resulting in superior tensile strength, durability, and improved response to heat treatments in its final product.
Forging can be dangerous, so it's crucial to observe all safety protocols when working on a hydraulic forging press. One important safety measure is using safety blocks (commonly referred to as ram blocks) as part of an effective safety system - without safety blocks in place, employees could easily become injured or even killed due to the enormous pressure output by such machinery.
Link to this article: https://www.ihydraulicpress.com/nsn/5442.html
Hot Articles
-
How to Make Hydraulic Presses
Hydraulic presses are fantastic tools that allow us to convert materials like metal into large sheets for printing purposes, but can be expensive to……
-
How to Make a Hydraulic Fruit Press
Processing fruits grown on household plots can be made much faster using a hydraulic press. Such an instrument does not require special tools and ca……
-
Can You Make a Diamond With a Hydraulic Press?
Diamonds may be one of the hardest natural substances on earth, but that doesn’t make them indestructible. A single blow from a hammer could……
-
How to Make Hydraulic Press Plates
Hydraulic press machines are industrial devices that employ extreme amounts of pressure to crush, straighten and mould materials. They can also be u……
-
How to Make a Hydraulic Forging Press Dies
Forging is a metalworking technique in which gradual pressure is applied to a die containing metal and squeezed with slow strokes to form desired sh……
-
How to Make Rosin With a Hydraulic Press
Rosin is an extremely potent cannabis concentrate that can be easily made at home using relatively basic equipment and costs significantly less than……
-
How to Make a Hydraulic Press Model
Hydraulic presses use fluid pressure to compress, assemble, draw, punch and stamp materials for various applications. They rely on Pascal’s ……
-
How Much Pressure Does a Hydraulic Press Have?
Hydraulic presses use Pascal’s Law to generate and transfer massive amounts of force – enabling small cylinders to move heavy objects ……
Latest News
-
How to Make a Hydraulic Press for Jewelry
Forming metal into shapes requires either patience or a hydraulic press. With its programmable nature, hydraulic presses can produce full tonnage ……
-
How to Make Your Own Hydraulic Brake Press
Before building your own press brake, there are a few fundamental points you’ll need to keep in mind. First and foremost, calculate how many t……
-
How Can Make a Small Hydraulic Hot Press?
Hydraulic presses are machines that use hydraulic systems to generate force, which is then used to manipulate materials or produce products. Hydraul……
-
Can a Hydraulic Press Make a Diamond?
Diamonds are one of the hardest naturally-occurring minerals on Earth. But that doesn’t make them indestructible – you can crack a dia……
-
How to Make Hydraulic Press Substitute
Nothing stands in the way of crushing anything with a hydraulic press, provided it’s large enough. But this task may require more than a Termi……
-
How to Make Manual Hydraulic Press Frames
Manual hydraulic presses are mechanical devices that utilize hydraulic pressure to crush or compress materials, commonly found in laboratories for……
-
How to Make Your Own Hydraulic Juice Press
Juice pressing provides bioavailable vitamins, minerals and enzymes which can quickly be assimilated and provide a quick energy boost. To build yo……
-
How to Make a Powerful Hydraulic Press
Hydraulic presses apply tremendous amounts of force to metal. They’re used for many purposes, from forging and clinching to moulding; deep d……