









































Hot Articles
-
How to Make a Hydraulic Press Juicer
There are various kinds of juicers on the market. One such model is the hydraulic press juicer. These machines employ a two-step process involving……
-
Hydraulic Press Pocket – How to Make Hydraulic Press Pocket Super-Viral Videos
Crushing things is immensely satisfying to watch, which explains the popularity of numerous YouTube channels devoted to hydraulic press crushing o……
-
How Can Make a Small Hydraulic Hot Press?
Hydraulic presses can be invaluable tools for both home and shop repairs, offering significant cost savings over traditional tools. Small presses ma……
-
How Much Force Can a Hydraulic Press Produce?
Hydraulic presses can generate immense force, making them ideal for industrial applications. But how exactly does this incredible force come to fr……
-
How Much Force Can a Hydraulic Press Produce?
Hydraulic presses rely on Pascal’s law to generate immense force for industrial applications. This principle states that force applied to on……
-
How to Make a Hydraulic Press at Home
Hydraulic presses are invaluable tools in any garage, used to crush items such as soup cans and metal tools while compressing organic waste into b……
-
How to Make a Knife Using a Hydraulic Press
Hydraulic presses are powerful machines that offer tremendous value to both independent knifemakers and large manufacturers alike. From crushing o……
-
How to Make a Hydraulic Tincture Press
Herbal tinctures are powerful and versatile healing remedies. To create one, maceration (soaking) the herb in alcohol followed by pressing out any……
How to Make a Coin Using a Hydraulic Press
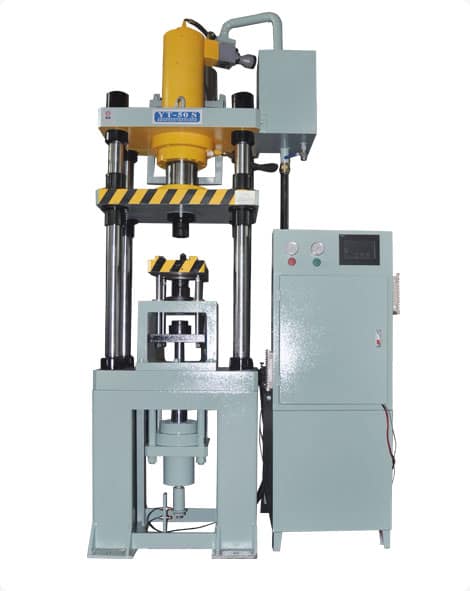
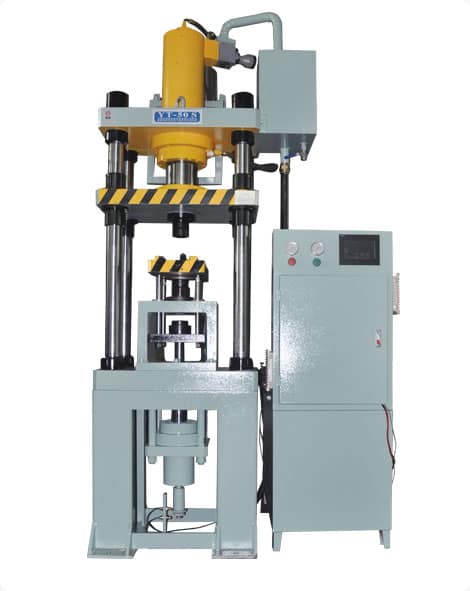
time:2023-08-29 views:(点击 1,438 次)Hydraulic presses are versatile machines used to produce gold and silver coins quickly. Their powerful machines produce high-quality coins with little effort needed.
Hydraulic presses utilize multiple metal-filled cylinders, connected by hydraulic fluid, to produce compressive force for driving anvil and die.
Choosing the Right Machine
When it comes to coin minting, selecting the appropriate machine makes all of the difference. A hydraulic press is an indispensable asset in coin minting; providing precise control and power to emboss a coin. Plus, these presses are easier to use and maintain than manual machines that may lead to inaccuracies; additionally they work at lower pressures compared to manual models which helps conserve energy and cut costs.
Experienced manufacturers produce the finest coin presses. These experts can design and build custom hydraulic coin and bar stamping presses tailored specifically to your business, along with providing you with an accurate quotation and timeline.
Selecting an effective coin machine is essential to self-service businesses, as it will determine how quickly shoppers complete transactions and spend. The machine should be easy to operate and reliable so as to withstand high customer traffic volumes without jamming frequently or slowing operations down significantly; additionally it must feature realistic coin imagery where it matters most.
Coins consist of 14 main parts. On its obverse, or heads side, usually includes the image and portrait of either a king, queen, or past president; it may also bear symbols or meaningful inscriptions. Meanwhile, its reverse side features either images from another country or event with significant meaning to them; its raised rim can be decorated in various ways to further customize a coin; weight and fineness measurements provide details on its metal content, while designer initials may even appear on some coins.
Coin makers require various tools to mold and cut flat coins to their desired sizes and shapes, including calipers with moveable arms for measuring, Swedish wrap dies for stretching and shaping coins, center punches with spacers for accurate hole punching measurements and doming blocks that create gentle curves and domes on flat metal or coins.
Preparing the Ingots
Forging is the art of shaping metal using compressive forces. Metal begins as ingots that come in various sizes and shapes to suit various components or parts that need to be created; once heated to near-molten state they can easily be worked by force and edged or blocked to increase working cross section for easier forging processes.
Once ingots have been edged and blocked, they can be fed through a hydraulic press for stamping - this method being both faster and more cost-efficient than traditional hammer-struck methods, but does not produce as high quality coins; its lines and details may not be as precise. Still, it offers an efficient means of creating large volumes quickly.
Size should also be taken into account when designing a coin, although this may seem obvious. But size has an enormous effect on how your final coin will appear: smaller coins have less surface area for viewing text or details clearly while larger coins will make this easier and allow your design to stand out more visibly from competitors.
The hydraulic press can be used to produce coins of various shapes and sizes, including standard round coins as well as custom-shaped coins with unique designs or functionalities such as bottle openers or rare metals.
Hydraulic presses designed for minting gold & silver bars and coins come equipped with a scoring station that is capable of scoring ingots into individual charges, using a lathe to make shallow circumferential grooves at desired charge length. Furthermore, such apparatus may include an automated control system capable of weighing each ingot at multiple points along its length, calculating density estimates, and establishing desired charge length requirements based on weight of material used for minting.
Preparing the Die
To create a coin, the metal must first be stamped through a die. This process can be highly complex. First step should be preparing the die by cleaning and polishing it; heat treating then follows to condition the die to withstand coin production stresses; last step involves placing it into a hubbing press that applies immense force against both blank die and top die in order to stamp coins with their proper pattern.
To prepare a die, the Mint begins with a line drawing that depicts either two- or three-dimensional images. Designs come from artists on staff, submissions from the public or other sources. A medallic artist (who is usually also a sculptor) then creates a model from plaster or clay representing the finalized design.
Once a design is approved, the Mint creates a master hub. Next, using a computer numerically controlled milling machine, an engraving process takes place which transfers it onto a steel rod with an even face size that serves as an engraved "working die." It features both sides of the coin design for easy production.
The mint must also prepare blanks or ingots that will be used for striking. These ingots, made from the same metal as coins but much larger in size than an actual coin, must also be prepared. Modern presses use single dies that can strike approximately 120 coins per minute in high-speed coining; copper-nickel alloy coins used today tend to wear down quickly due to being harder than their legacy coinage counterparts, causing even greater rapid wear on dies and coins.
After an engraver completes carving the design into the master die, the Mint takes it to a machine known as a hubbing press for pressure casting. A steel rod is placed below it, and with great force the master die is squeezed over it under extreme pressure to produce working dies with design images raised just like coins when struck.
Die components are first polished and frosted as necessary, then taken to a clean room for chrome plating - this helps protect them during strike operations.
Pressing the Ingots
Pressing coins into their desired shapes is the final step in the coin-making process, using a hydraulic press. There are various kinds of presses available ranging from using a masonite die, cast male and female conforming dies made of metal or pourable epoxy-steel pourable dies; it is essential that an optimal setup be used as this can reduce inaccuracies caused by suboptimal setups.
Hydraulic pressing begins with the production of pre-forged metal that has been heated to near melting temperature before being compressed using compressive forces into its desired form. After being edged and blocked to increase working cross section for increased ductility, ingots are broken apart to form charges which can then be compressed between conforming dies in a hydraulic press.
Traditional ingots are separated into individual charges by notching them with an abrasive blade to create the desired charge length and then impacting one end to break at this notch. Unfortunately, this method does not work well for ingots made from high ductility materials as the blade creates kerfs which lose valuable materials from them.
There is also a process by which ingots are broken apart into their charges using a movable ram break pad that contacts the distal end of an ingot 100 away from its scored groove 102, 104. Unfortunately, this arrangement may not work effectively when applied to ingots composed of high-ductility metal as the moveable break pad may not be in its optimal location to apply an appropriate loading force L and break apart its charges.
The preferred embodiment of this invention provides a hydraulic assembly 64 that operates to move a ram 66 vertically, positioning it to contact the distal end of an ingot 100 not clamped by reaction plates 58, 60; furthermore a break pad 68 on this ram is situated over its charged ingot 100.
Link to this article: https://www.ihydraulicpress.com/nsn/4454.html
Hot Articles
-
How to Make Dab Rigs With Hydraulic Press
Most cannabis concentrates contain chemical solvents that can be hazardous for your lungs. Rosin is a safer solution that you can make yourself wi……
-
How to Make a Hydraulic Heat Press Machine
Heat hydraulic press utilizes advanced electronic control for its automation of table feeding, heating, vacuuming, forming and lowering processes. F……
-
How to Make a Knife Using a Hydraulic Press
Blacksmiths commonly employ hydraulic presses as tools. Consisting of two interlinked cylinders: slave and master, when piston pressure is applied……
-
How to Make Your Own Hydraulic Juice Press
Home craftsmen create these devices using materials that can withstand great pressure. Car jacks provide them with the force they require from above……
-
How to Make a Hydraulic Press Machine
Hydraulic presses are machines that use liquid to transmit force. Based on Pascal’s principle, which states that pressure applied to confined ……
-
How to Make Simple Hydraulic Press Frames
Hydraulic presses generate tremendous force, making them suitable for an array of uses across industries. Hydraulic presses are widely employed to……
-
Can You Make Manual Press Into Hydraulic Press?
Manual workshop presses are essential tools in many work plants, being utilized for various applications including sample preparation for XRF anal……
-
How to Make Hydraulic Press Machines
Hydraulic presses utilize fluid pressure generated from an oil pump and motor to compress, assemble, draw, punch, trim, stretch stamp or form mate……
Latest News
-
How to Make a Pizza With a Hydraulic Press
Spinning and tossing pizza dough by hand remains a popular pastime among pizzeria operators, however high-volume operations may need to automate t……
-
Can You Make a Tortilla With a Hydraulic Press?
Hydraulic presses can be an indispensable asset to any kitchen. From creating tortillas to shaping metals, a hydraulic press can serve many import……
-
How to Make a Blacksmith Hydraulic Press
Blacksmiths traditionally relied on their hammers and brawn to change the shape of hot metal, but today many modern smithies employ hydraulic pres……
-
How to Make a Powerful Hydraulic Press With Syringes
Hydraulic presses are powerful machines capable of exerting tremendous forces. Used primarily to bind items together, bend metal parts, or hold ma……
-
How to Make a Hydraulic Press for Jewelry
When large jewelry companies went out of business, master artisans’ exquisite steel dies were often given up as scrap. Now these old, beautifu……
-
What Hydraulic Press is Used For?
Hydraulic presses are used for a variety of different applications. They’re commonly found in factories and other workspaces, but what do they……
-
How to Make Hydraulic Presses at Home
Hydraulic presses are powerful tools used to crush many items. If you want a DIY hydraulic press at home using just bottle jacks as well, a homemade……
-
Hydraulic Press Channel
The Hydraulic Press Channel on YouTube features Finnish factory owner Lauri Vuohensilta using his hydraulic press to crush various objects with rema……