









































Hot Articles
-
How to Make Manual Hydraulic Press
Hydraulic presses are widely utilized across numerous industries for fabrication, assembly and maintenance tasks. Their pressure generated by pump……
-
Can You Make a Tortilla With a Hydraulic Press?
A hydraulic press is a device that employs Pascal’s principle to produce force. It consists of two cylinders: a slave cylinder and master cyli……
-
Can You Make a Diamond With a Hydraulic Press?
Diamonds are famously hard, so can it really be possible to crush one with a hydraulic press? This video from Hydraulic Press Channel proves it can ……
-
Hydraulic Press Channel
An essay’s introductory paragraph is its cornerstone; it sets the stage and prepares readers for what follows throughout its pages. Lauri Vuoh……
-
How Much Force Can a Hydraulic Press Produce?
Hydraulic presses are machines that utilize hydraulics to magnify force, making them suitable for various industrial applications. Pascal’s la……
-
How to Make a Hydraulic Tincture Press
Tinctures are herbal medicines made by submerging decarboxylated herbs in high proof alcohol for several hours or overnight, then pressing them th……
-

what is a C Frame Hydraulic Press
what is a C Frame Hydraulic Press C frame hydraulic presses are versatile metalworking tools that form a “C” shape around their bolster ……
-
How to Make a Small Electric Hydraulic Press
Hydraulic presses play an essential part in numerous manufacturing processes, from shaping machine parts to crushing waste and compacting it. Their ……

How to Make a Hydraulic Press for Forging
time:2023-06-29 views:(点击 1,041 次)
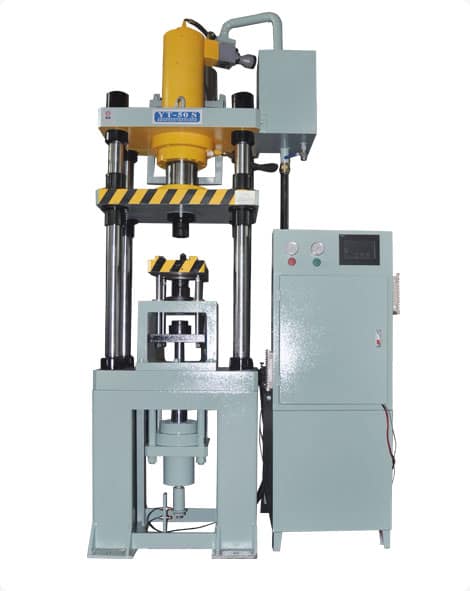
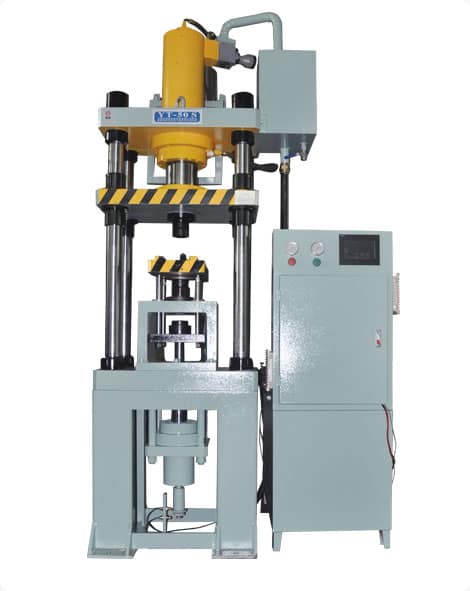
Forging is the process of using force to shape metal into their desired forms and tolerances. There are various means by which this force is generated, including mechanical forging presses and hydraulic forging presses.
Hydraulic presses create force through the use of a pump and hydraulic accumulator; however, these systems often exhibit poor energy efficiency.
Hydraulic Cylinder
Hydraulic cylinders are an integral component of the hydraulic industry. They convert incompressible hydraulic fluid to work through pushing or pulling motion. Hydraulic cylinders come in various sizes, shapes and materials; some common options include single and double acting cylinders with hollow plunger cylinders; tie rod and welded rod cylinders as well as telescopic cylinders.
Hydraulic cylinders consist of several main parts. The barrel holds hydraulic fluid at pressure, with both ends sealed to prevent leakage. A piston separates two sides of the cylinder; typically featuring grooves to fit elastomeric or metal seals designed to withstand its intense pressure.
There are various types of hydraulic cylinders, each offering different advantages and disadvantages. Single-acting cylinders are easy to maintain but only allow one direction of pushing or pulling; double-acting cylinders offer more versatility but may cost more.
Another crucial type of hydraulic cylinder is the high-tonnage hydraulic cylinder, featuring many closely spaced rams nested together. These can support very high weight limits up to 1000 tonnes while also offering superior side load protection than other models and making them great for lifting applications with their threaded collars allowing attachment of various components.
Oil Tank
Press forging involves sliding a die between stationary dies to form and shape metal pieces, creating an uninterrupted grain structure with tougher and stronger properties than wrought materials, as well as improved ductility compared to wrought materials. It is widely used in car, airplane and other machine manufacturing and similar to the hammer-and-anvil method but using hydraulic or mechanical pressure instead of kinetic energy for deforming materials.
Hydraulic forging presses exert greater forces on their workpiece than other types of presses; up to 12,000 tons can be exerted. They come equipped with safety doors, limit switches, manual control valves and pressure gauges.
Oil tanks may be constructed of fiberglass or steel and come in various sizes. Their material of construction should depend on factors like durability, temperature range and other considerations; tanks used to heat oil should ideally be made of fiberglass for improved rust and corrosion prevention.
Tanks should be protected with a bund or tank sump to prevent oil and water from spilling out of them. Bunds may be constructed around or separately from their tank to contain rainwater and other liquids; for optimal results they should cover 110% of their volume.
Safety Door
Safety doors are used to correct mistakes made during forging operations using hydraulic presses, with features including safety limit switches, manual control valves and pressure gauges. They prevent the ram from moving past certain points and feature tough materials made up of heavy gauge. Furthermore, pressure sensors detect when pressure reaches dangerous levels.
Forging is an alternative to traditional hammer-and-anvil metal deformation techniques such as blowing on them. It produces stronger parts more efficiently than traditional machining and costs less than casting or machining; plus it offers consistent composition and structure with no transfer distortion - ideal for working with nickel, titanium, aluminium and high temperature alloys.
Press forging requires large machinery that uses an immense amount of power. Dies for this process must be designed and fabricated from special types of steel before being heat treated, rough machined and given special finishing treatments to achieve plastic deformation. Complex designs cannot be produced with this method; it's best used for making parts with deep protrusions only. Magnesium may be forgeable but difficult to work due to its low ductility and tendency for ignition; therefore magnesium alloys should often be mixed together when forging parts made out of various metals to maximize forging capabilities.
Limit Switch
Limit switches are electromechanical devices that transmit an electrical signal when physically interacted with, often used in microwaves and elevators to detect when certain points have been reached and either activate or deactivate systems accordingly. They use physical contact between themselves and physical components as input to send an electrical signal that emits an electric current to provide this function.
Manufacturing applications often rely on control devices, monitors and safety interlocks for controlling machines and monitoring moving machine parts. Furthermore, these features serve to limit movements beyond an acceptable limit - this feature can prevent injuries caused by equipment malfunction or human error as well as aiding overall safety measures.
Standard limit switches consist of an actuator connected to electrical contacts. When an object comes into contact with the actuator, this causes the switch's state to change, signaling that a preset limit has been met and signaling its progress toward completion. These switches can be used for counting objects passing by or to determine where a hydraulic cylinder sits - among many other uses.
Mechanical switches should be placed so as to not be falsely activated by normal movements of operating devices or machine components, making maintenance accessible and secure with mounting screws that cannot be pulled off by accidental pull offs. Should a switch become damaged it must be immediately replaced by one from a reliable manufacturer.
Manual Control Valve
Manual valves are devices with moveable features* that open and close passageways in order to allow, prevent or control the flow of fluids. Commonly found in steam systems, but also used in other types of manufacturing equipment - manual valves come in various styles each offering specific features and functions.
The type of manual valve necessary will depend on its intended function and purpose. For example, one that allows basic throttling may be most suitable for industrial settings where multiple settings need to be quickly altered. Valve actuation also plays a vital role: manual actuation involves physical contact between operator and hand wheel or lever operator while power automated actuation uses air pressure, electricity or hydraulic pressure controlled by flow conditions, monitoring systems or other means.
Manual actuation options range from push buttons, pull buttons, levers, key twist valves and pedals to roller, plunger and roller lever mechanical valves. Selecting the ideal valve depends on its application; manual detented hand lever valves often remain in their desired positions when activated but may be difficult to reach in an emergency situation; in contrast cam-operated mechanical valves require minimal force from operators for operation and have built-in safety features that prevent their release until machine restarting has taken place.
Relief Valve
Pressure relief valves are essential components of any pressure system and must be installed and maintained correctly to function safely. There are various types of relief valves, but all work similarly; a safety valve differs in that its external lever can be operated to open it while relief valves have built-in pressure gauges to monitor current pressure levels.
An essential pressure valve features a spring-supported disc which rests on a seat. As soon as line pressure increases beyond its setpoint pressure of the valve, its disc starts to lift as soon as line pressure surpasses set pressure of valve and opens to release pressure from system. Once system pressure drops below setpoint again, disk closes back down and the valve shuts off.
Press forging is a type of metalworking that employs presses to deform materials by applying high pressure in unidirectional strokes, usually unidirectional strokes of high pressure and unidirectional strokes to deform materials under high pressure and unidirectional strokes. Compared with traditional hammer and anvil methods, press forging is much faster and allows a wider variety of shapes to be produced more rapidly; however it still can have some drawbacks; residual stress may form in materials after forging, while scale pits might form on parts that weren't adequately cooled after forging.
Link to this article: https://www.ihydraulicpress.com/nsn/3730.html
Hot Articles
-
How Much Does a 50000 Ton Hydraulic Press Cost?
Hydraulic presses are extremely versatile machines that can be utilized by both independent workers and large manufacturers alike. Their many func……
-
How to Make Rosin With Hydraulic Press
if you want to make your own rosin at home, a hydraulic press may be your ideal solution. These machines generate massive pressure through a hydraul……
-
How to Make a Powerful Hydraulic Press
Hydraulic presses are powerful machines used to compress and crush objects with its hydraulic forces. This type of equipment has many industrial u……
-
How to Make Hydraulic Press Project
Hydraulic presses are indispensable tools, used for numerous purposes. From cutting, bending, drawing, punching and coining material, to forging met……
-
How to Make a Bottle Cap Hydraulic Press
Bottle cap hydraulic presses serve multiple functions for both breweries and home brewers: commercial use is used to meet production deadlines whi……
-
How Can Make a Small Hydraulic Hot Press?
Hydraulic hot presses are essential tools for shaping and creating machine components, providing powerful force unmatched by other machine tooling m……
-
How to Make a Small Electric Hydraulic Press
Hydraulic presses are devices designed to crush objects. Their operation follows Pascal’s Law, which states that when pressure is applied to……
-
How to Make a 20 Ton Hydraulic Press
Shop presses are invaluable tools in workshops that involve extensive metal work. Used for disassembly and assembly of things like wheel bearings th……
Latest News
-
How to Make a Hydraulic Press With Syringes
Hydraulic presses can be used in numerous applications to quickly bind materials or bend metal parts. With their ability to generate immense force……
-
How Much Is a Hydraulic Press?
Hydraulic presses are powerful machines capable of shaping, shaping and stamping materials with incredible precision and power that other machines s……
-
Who Makes Black Widow Hydraulic Press?
There is a wide selection of hydraulic presses on the market today. However, certain models tend to stand out more than others. Knowing this diffe……
-
Can a Hydraulic Press Make a Diamond?
Diamonds are naturally occurring minerals and one of the hardest substances on Earth, capable of withstanding all types of force without succumbin……
-
How to Make a Hydraulic Shop Press
No matter the task at hand – an oil change or bearing replacement – workshop presses offer plenty of pressure for getting things done ……
-
How to Make a Hydraulic Press
Hydraulic presses can be used to crush everything from scrap bales and cars, to fat-free cocoa powder production. Hydraulic presses utilize hydrau……
-
Hydraulic Press Channel – How Much Money Does the Hydraulic Press Channel Make?
The Hydraulic Press Channel is a YouTube channel devoted to crushing things with hydraulic presses. Launched by Lauri Vuohensilta of his family mach……
-
How to Make Rosin With a Hydraulic Press
No need for welding or mechanic skills when creating an in-home rosin press of high quality! All it takes is a hydraulic shop press, bottle jack o……