










































Hot Articles
-
How Much Force Can a Hydraulic Press Exert?
A hydraulic press uses a mechanical lever to generate massive amounts of force that are transferred through an incompressible liquid, such as oil.……
-
How to Make a Hydraulic Press Brake
Metals possess the ductility to be bent before breaking, making them suitable for many different applications. Press brakes use a punch and die to……
-
Hydraulic Press Channel – How Much Does the Hydraulic Press You Tube Channel Make?
The Hydraulic Press Channel is a YouTube channel dedicated to crushing things with hydraulic presses. Founded by Finnish workshop owner Lauri Vuohen……
-
How Can Make a Small Hydraulic Hot Press?
Hydraulic presses can be invaluable tools for both home and shop repairs, offering significant cost savings over traditional tools. Small presses ma……
-
How to Make a Hydraulic Briquette Press
Screw conveyors deliver metered amounts of material directly into the briquetting machine for efficient production of precise quantities of brique……
-
Does Hydraulic Press Make Things Heat Up?
Hydraulic presses produce tremendous force, making them ideal for shaping metal components and other materials into shapes that require pressuring……
-
Hydraulic Press Channel – How Much Does Hydraulic Press Channel Make?
After his video of folding paper more than seven times with a hydraulic press made headlines on Reddit, Finnish workshop owner Lauri Vuohensilta d……
-
How to Make a Hydraulic Tincture Press
Herbal tinctures can be an effective and efficient means of dispensing medicine, but sometimes creating high-potency solutions with fresh herbs can ……
How to Make a Hydraulic Forging Press Dies
time:2023-09-02 views:(点击 1,150 次)
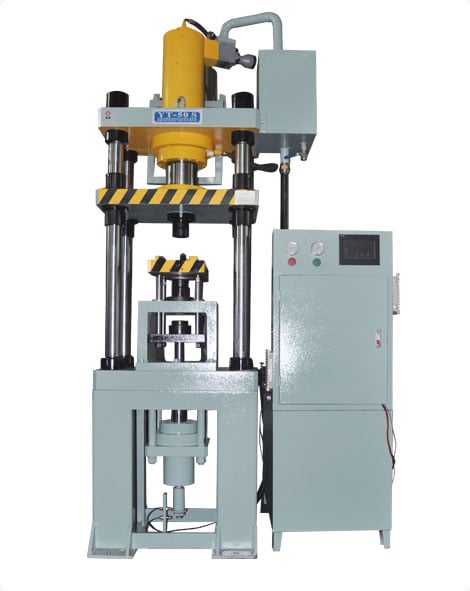
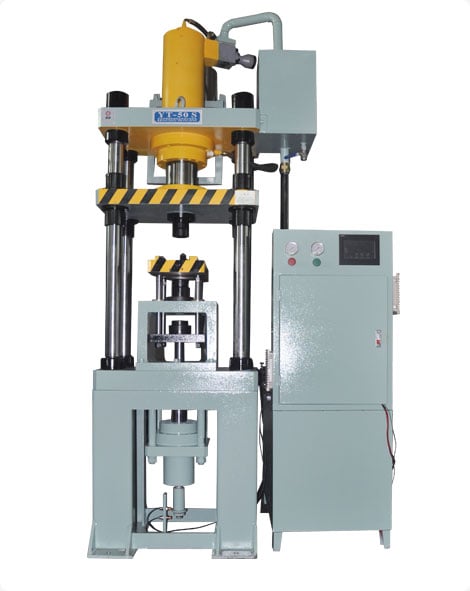
Forging presses are machines designed to shape metal parts such as screws, rivets, brake levers and bearing races using hydraulic fluid pressure as the source of force. In addition, these machines feature an efficient hydraulic quick die change system to minimize downtime in production processes.
Mechanical forging presses are used to manufacture both open-die forged parts and closed-die forged parts, using forging technology that eliminates defects like porosity and alloy segregation to significantly decrease machining time.
Hydraulic system
Hydraulic systems are essential elements of forging presses. Their primary functions are operating the press and providing pressure to its ram, which in turn shapes workpieces into their desired shapes. Furthermore, this component controls speed and travel of the ram. Typically a hydraulic cylinder, oil tank, pressure gauge, safety door limit switch, manual control valve all comprise this system.
Forging is a metalworking process that gradually alters the shape of steel billets by pressing them between dies or other mechanically controlled tools. To accomplish this process, heat must first reach temperatures above its recrystallization point to soften and malleify it so it can change shape under pressure.
Forging is a form of metalworking in which dies have less draft than in other methods, providing greater dimensional accuracy and plastic deformation that penetrates deep into a workpiece to give uniform and complete deformation throughout its length. As a result, forged products have high quality levels with few need for reworking operations compared to other forms of metalworking and this process can even be automated through mechanisms for blank feeding and piece removal.
Cylinder
Mechanical forging presses utilize a flywheel to store energy and move a ram attached to a crank mechanism, while hydraulic forging presses employ high-pressure fluid instead. They often produce large parts ranging from 12,000 tons of force up to 75,000 tons; their maximum temperature limit makes them suitable for most applications.
Servo motor fogging presses can be used to produce complex parts for engine and transmission components and gears, while remaining energy-saving and eco-friendly. They feature controllable speed of movement and pressure of slider, providing precise forming with quality assurance.
Forging is an efficient method for eliminating metallurgical defects such as porosity and alloy segregation, shortening machining times by eliminating transfer distortion and increasing strength. Furthermore, forging is quicker than casting or machining processes while producing grain flow which results in stronger final products - this makes forging suitable for applications ranging from aerospace to agriculture and automotive use. Many ferrous and nonferrous metals can be forged - aluminum being particularly popular due to its durability, design flexibility, and fracture toughness properties.
Pressure gauge
Pressure gauges for hydraulic presses are essential tools in maintaining optimal system performance and avoiding inefficiencies or damage to their system. A pressure gauge allows operators to monitor how much force the ram exerts against a die, essential in producing consistent forging results. They can also assist in troubleshooting issues within their hydraulic system for increased safety and efficiency.
Forging is a process in which metal is placed into a die and struck or hammered until its desired shape is created. This can be performed using open or closed dies that can either be fixed or moveable, producing stronger and more durable forgings than machined counterparts with better tensile strength, making forging especially suitable for heavy equipment parts that require higher strength tensile strengths. Furthermore, forging reduces defects such as porosity and alloy segregation during production.
Although forging is an expensive and time-consuming process, it can produce various shapes with ease. Unfortunately, however, its application is restricted due to certain metal types being ineligible for forging; moreover, forging cannot create parts with complex designs or internal cavities; therefore it's most appropriate for flat metals such as iron, aluminum and copper.
Safety door
Safety doors are integral features of industrial hydraulic forging presses that enable their operators to open and close dies safely without fear of injury, thus minimizing accidents while protecting dies from foreign materials or debris that might damage them. They come in different shapes, sizes, styles and can even be customized specifically to your requirements.
Forging press dies are constructed from special types of steel that must be heat treated and rough machined before being completed. They can be expensive to create and require considerable pressure to forge metal parts; their size limitations also depend on what types of metal can be press forged; cast iron and chromium cannot be press forged, for example.
Block -- Block forging involves shaping metal to the desired shape using an impression die. Also referred to as breakdown/pancake forging or cheese forging.
Limit switch
Limit switches are safety devices designed to stop presses from operating when they detect that their stroke capacity has been exceeded. You can either manually activate it, or set the press' control system so it automatically operates the switch if required - these safety mechanisms ensure your production runs are both safe and efficient while also helping prevent injuries to employees.
Mechanical forging presses exert incredible force, which must be effectively released in order to prevent breakage and damage to dies. To do so safely and quickly, an effective ejection system such as knockout pin or lift-out bar may be employed, or hydraulically operated slide or ram can also be utilized. By employing higher tonnages, production rates may be greatly accelerated allowing more parts per minute than ever before.
Lubricated rams can generate high levels of friction that cause dies to move out of position during operation, creating vibration that creates an unpleasant working environment. As such, most presses feature limit switches installed for this reason - often near MOS station as keyed safety feature for easy die-clamping near BDC (bottom dead center). At SUTHERLAND we also include T-Slots on 6" centers for fast clamping times!
Manual control valve
Forging presses are used in numerous manufacturing industries, including automotive, aerospace, agricultural equipment, oilfield parts, tools and hardware and military ordnance production. They produce strong and durable metal components made by applying pressure slowly over an extended contact time compared to conventional machining operations - thus slowing production but ensuring metal forms the desired shape without shattering into pieces.
Home-built forging presses can be created using a hydraulic cylinder, counterweight and manual control valve. The hydraulic cylinder applies unidirectional stroke force while the counterweight helps balance pressure. Furthermore, a manual control valve allows you to regulate how much pressure there is in the press.
Die dimensions and desired workpiece dimensions are inputted into a control circuit. A computer then calculates a correction value that adds it to the workpiece dimension before passing it along to valves that control forging machine operations. Once complete, this value is compared with that measured forging dimension; when these two values match, forging begins.
Mechanical components create clamping force on forging dies through mechanical clamps that act like tapered wedges that fit with similar tapers on the forging die. Clamps such as these are often employed during short runs and frequent die changes; their hydraulic forces vary according to skill of operator and torque applied on fasteners.
Relief valve
Mechanical forging presses consist of a motor that powers a ram, which applies gradual, controlled pressure onto a die that holds workpieces. Pressure is greatest at the bottom of each stroke; knockout pins then release any parts forged during forging from their dies. While mechanical forging presses are cheaper than their alternatives, they still require hard and durable dies as well as considerable force during production.
Forged parts can be found in many applications, from aircraft and automotive components, oilfield equipment, agricultural machinery, tools & hardware and military ordnance. The forging process produces parts faster than other production methods while cutting labor costs; its elimination of shrinkage & porosity ensures tight tolerances with sharp corners & tight tolerances; it even produces complex shapes like hollow shaft parts!
Operating a hydraulic forging press machine requires special training and safety precautions, with visual inspection and adjustment as the initial steps before use. Also, its point of operation must be enclosed so an operator cannot reach in before die closing phase of stroke (type B gate or other similar device can help secure this point of operation).
Link to this article: https://www.ihydraulicpress.com/nsn/4614.html
Hot Articles
-
How to Make a Hydraulic Press Machine
Hydraulic presses are effective machines designed to crush objects. Their quiet operation makes them safer than loud machines that may lead to acc……
-
How to Make a Hydraulic Fruit Press
Hydraulic fruit presses provide an efficient method for making homemade apple juice at home, saving both money and producing high-quality cider. W……
-
How to Make a Ring Using a Hydraulic Press
Hydraulic presses can quickly and effectively crush, pulverize or shape a variety of materials with force and efficiency. From table top models to h……
-
How to Make a Pizza With a Hydraulic Press
Hydraulic presses are usually thought of as tools used for crushing materials, but those behind YouTube’s Hydraulic Press Channel set out to s……
-
Hydraulic Press Channel – How Much Money Does Lauri Vuohensilta Make on YouTube Crushing Things?
Hydraulic presses are essential tools in manufacturing businesses, used to break apart clocks, fruit, golf balls and much more. Lauri Vuohensilta ……
-
How to Make a Hydraulic Cider Press
Hydraulic presses make for fast juicing of larger amounts of fruit, making them an excellent option for established cider or juice producers who w……
-
How to Make a Powerful Hydraulic Press
Hydraulic presses are powerful machines used to compress and crush objects with its hydraulic forces. This type of equipment has many industrial u……
-
How to Make a Small Hydraulic Hash Press
Rosin presses use heat and pressure to produce clean cannabis concentrates without using solvents as an extraction method, becoming increasingly pop……
Latest News
-
How to Make a Manual Hydraulic Press
If you need an efficient and rapid way to mark or stamp non-ferrous metal and some steels, a manual hydraulic press may be just what’s neede……
-
Hydraulic Press YouTube Channel
The Hydraulic Press Channel is a YouTube channel created and managed by Lauri Vuohensilta of Finland, who uploads videos showing him crushing obje……
-
How to Make Dabs With Hydraulic Press
Rosin is a solventless cannabis concentrate produced through heat and pressure processing of either flower or hash cannabis to create flower or ha……
-
How to Make a Hydraulic Shop Press
Hydraulic presses can assist with an array of metalworking projects, from fabrication, machining and auto mechanic shop projects. They’re indi……
-
How Much Pressure Does a Hydraulic Press Have?
There are various kinds of hydraulic presses designed to address various manufacturing processes. Each has a maximum pressure level at full tonnag……
-
How to Make a Pizza With a Hydraulic Press
Spinning and tossing pizza dough by hand remains a popular pastime among pizzeria operators, however high-volume operations may need to automate t……
-
How to Make Simple Hydraulic Presses
Hydraulic presses are useful tools for producing metal objects that require more force to create. Cylinders create pressure that forces anvil and di……
-
Hydraulic Press Factory
The hydraulic press is a device used to press metal, plastic, or other materials into different shapes and sizes. These machines are commonly used i……